
 2026-05-28
2026-05-28 Tolerance měřené v tisícinách palce. To je svět přesné CNC obrábění dílů — součásti vyráběné počítačem řízenými obráběcími stroji, které odebírají materiál z masivního obrobku za účelem dosažení přesných rozměrů, povrchových úprav a geometrických prvků. Na rozdíl od obecně obráběných dílů jsou přesné CNC komponenty udržovány v úzkých tolerancích, často v rozmezí ±0,001 palce (±0,025 mm) nebo těsnějších, v závislosti na aplikaci.
Jádrem procesu je automatizace. CAD model je převeden do instrukcí v G-kódu, které řídí pohyby os, otáčky vřetena, rychlosti posuvu a hloubku řezu bez prostoru pro ruční interpretaci. Každý průchod řezného nástroje sleduje definovanou dráhu, proto dva díly vyrobené v týdenním odstupu na stejném stroji vycházejí rozměrově identické. Tato opakovatelnost je důvodem, proč jsou přesné CNC komponenty nepostradatelné v letectví, zdravotnických zařízeních, robotice, automobilovém průmyslu a výrobě elektroniky.
To, co odděluje „přesný“ díl od standardního obráběného dílu, nejsou jen přesnější čísla na výkresu – je to celé výrobní prostředí: strojovny s řízenou teplotou, pevně vyvážené nástroje, protokoly vícebodové kontroly a certifikace materiálů od surového materiálu. Když součást hraje strukturální nebo funkční roli ve větší sestavě, přesné CNC obrábění je téměř vždy tou správnou volbou.
Různé řezné operace slouží různým geometriím a nejsložitější přesné díly vyžadují kombinaci procesů. Pochopení, která operace vytváří kterou funkci, pomáhá inženýrům psát lepší výkresy a pomáhá kupujícím klást chytřejší otázky při získávání dílů.
Frézování využívá rotující vícebodové řezné nástroje k odstraňování materiálu přes rovné nebo tvarované povrchy, drážky, kapsy a otvory. 3osé frézování zvládne většinu prizmatických dílů, zatímco 4osé a 5osé frézky mohou naklánět obrobek nebo vřeteno tak, aby dosáhly podříznutí a složitých zakřivených geometrií v jediném nastavení – omezují chyby upnutí, které se hromadí, když je třeba součást několikrát přemístit.
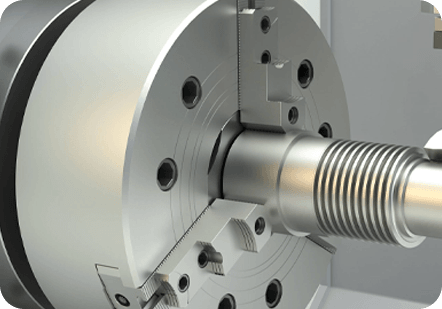
Soustružením se obrobek otáčí proti stacionárnímu řeznému nástroji, což z něj činí hlavní postup pro válcové díly: hřídele, pouzdra, závitové spojovací prvky, trysky a fitinky. Moderní CNC soustružnická centra často obsahují živé nástroje – frézovací a vrtací nástavce – takže křížové otvory, plošky a drážky pro pero mohou být přidány ve stejné operaci, aniž by se součást přesunula na frézu.
Soustruhy švýcarského typu vedou dlouhou, štíhlou tyčovou pažbu přes vodicí pouzdro umístěné velmi blízko řezné zóně. Vzhledem k tomu, že materiál je podepřen přímo na řezu, dosahují tyto stroje výjimečné kulatosti a povrchové úpravy na součástech s malým průměrem – vzpomeňte si na lékařské špendlíky, zubní implantáty, součásti hodinek a miniaturní dříky ventilů. Průměry pod 32 mm jsou typickým sweet spotem.
EDM eroduje materiál pomocí řízených elektrických jisker místo mechanického řezání. Wire EDM řeže složité 2D profily skrz kalenou ocel prakticky bez řezných sil, díky čemuž je ideální pro dutiny forem, děrovací soupravy a prvky leteckých turbín, které by se při použití konvenčních nástrojů vychylovaly. Je pomalejší než frézování, ale u tvrdých materiálů dosahuje tolerance ±0,0001 palce.
Pokud součást potřebuje rovný povrch s jednocifernou drsností povrchu Ra nebo submikronovou rozměrovou přesností, převezme povrchové broušení funkci frézování. Rotující brusný kotouč odebírá mikromnožství materiálu v průchodech měřených v tisícinách milimetru. Typickými kandidáty jsou součásti z kalené nástrojové oceli a přesné měrky.
Výběr materiálu ovlivňuje obrobitelnost, konečnou toleranci, kvalitu povrchové úpravy a výkon součásti. Správný materiál pro přesně obrobenou součást závisí na mechanických požadavcích, provozním prostředí, cílových hmotnostech a potřebách následného zpracování.
| Materiál | Typické aplikace | Silné stránky | Úvahy |
|---|---|---|---|
| Hliník 6061-T6 / 7075-T6 | Letecké držáky, pouzdra, optické držáky | Výborná obrobitelnost, nízká hmotnost, dobrá tepelná vodivost | Nižší tvrdost než ocel; často nutná povrchová úprava |
| Nerezová ocel 303/316 | Lékařské nástroje, potravinářské díly, námořní armatury | Odolnost proti korozi, biokompatibilita | Během řezání deformuje; vyžaduje ostřejší nástroje |
| Titan Grade 5 (Ti-6Al-4V) | Letecké spojovací prostředky, ortopedické implantáty | Vysoký poměr pevnosti k hmotnosti, vynikající biokompatibilita | Špatná tepelná vodivost způsobuje opotřebení nástroje; nutné pomalé řezné rychlosti |
| mosaz (C360) | Tělesa ventilů, armatury, elektrické konektory | Vynikající obrobitelnost, nízké tření, odolnost proti korozi | Není vhodný pro vysokoteplotní nebo vysoce pevné konstrukční role |
| PROHLÉDNĚTE | Polovodičová manipulační zařízení, lékařské přístroje | Chemická odolnost, vynikající mechanické vlastnosti při zvýšených teplotách | Vysoká cena materiálu; vyžaduje pečlivé odvádění třísek |
| Uhlíková ocel 4140 | Hřídele, ozubená kola, přípravky pro nástroje | Vysoká pevnost, dobrá obrobitelnost před kalením | Náchylné ke korozi; často vyžaduje nátěr |
Profesionální tip při objednávání: vždy si se svými díly vyžádejte certifikát materiálu (také nazývaný mlýnský certifikát nebo certifikát o shodě). Tento dokument potvrzuje, že surový materiál splňuje specifikované složení slitiny a mechanické vlastnosti – nesmlouvavý požadavek pro dodavatelské řetězce v oblasti letectví, lékařství a obrany.
Precizně obrobené díly se objeví všude tam, kde selhání není možné nebo kde se montážní vůle měří v mikronech. Následující průmyslová odvětví představují nejobjemnější a nejnáročnější uživatele přesných CNC komponentů.
Lopatky turbín, tělesa pohonů, součásti podvozku a konstrukční držáky – všechny vyžadují přesné geometrické tolerance a plnou sledovatelnost materiálu. Letecké CNC díly jsou obvykle obráběny z leteckých slitin hliníku, titanu a vysokoteplotních slitin niklu. Certifikace managementu kvality AS9100 je základním požadavkem pro dodavatele v tomto sektoru.
Chirurgické nástroje, ortopedické implantáty a kryty diagnostických zařízení musí splňovat normy kvality ISO 13485 au implantovatelných zařízení úplné požadavky na biokompatibilitu. Přesné lékařské CNC díly jsou často vyrobeny z nerezové oceli 316L nebo titanu Grade 5 a vyžadují manipulaci v čistém prostoru, hrany bez otřepů a sledovatelnost zpět k tepelným číslům suroviny.
Součásti motoru, části převodovky, závěsné články a součásti brzdového systému závisí na přesném CNC obrábění pro rozměrovou konzistenci ve velkých objemech výroby. V aplikacích pro motoristický sport tlačí snižování hmotnosti materiály směrem k hliníku a titanu, zatímco tolerance vrtání ložisek a sedel ventilů jsou udržovány na ±0,005 mm nebo lepší.
Roboty pro manipulaci s polovodičovými destičkami, testovací přípravky PCB a sestavy chladičů vyžadují nemagnetické, rozměrově stabilní přesné součásti. Hojně se zde používá hliník a PEEK. Tolerance rovinnosti a rovnoběžnosti na styčných plochách jsou často specifikovány v rozsahu jednomístných mikronů, aby byl zajištěn správný tepelný kontakt nebo elektrická izolace.
Robotické klouby, kryty servomotorů, lineární pohybové vozíky a komponenty koncových efektorů jsou precizně obrobeny tak, aby byla zachována přesnost polohy po miliony cyklů. Jakákoli rozměrová odchylka v obrobeném spoji se přímo promítá do polohové chyby na hrotu nástroje, a proto jsou přesné CNC komponenty základem výkonu moderních průmyslových robotů.

Výběr dodavatele pro přesné CNC obrábění dílů je rozhodnutí o kvalitě stejně jako rozhodnutí o ceně. Nízká nabídka od obchodu, který nemá vybavení nebo systémy kvality, aby udržely vaše tolerance, bude stát více odmítnutých dílů, zpoždění a opětovného nákupu než o něco vyšší nabídka od schopného partnera. Zde je na co se podívat:
Jedinou největší pákou na cenu přesných CNC obráběných dílů je samotný výkres. Inženýři, kteří chápou omezení obrábění, mohou navrhovat díly, které se rychleji vyrábějí, snáze kontrolují a s menší pravděpodobností generují odpad – aniž by se vzdali jakéhokoli funkčního výkonu.
Jedním z nejběžnějších faktorů ovlivňujících náklady u přesných dílů je přílišná tolerance. Pokud je tolerance ±0,050 mm funkčně dostatečná, vyvolání hodnoty ±0,005 mm zdvojnásobí nebo ztrojnásobí dobu obrábění a spustí další kontrolní kroky. Vyhraďte si úzké tolerance pro prvky, které se ve skutečnosti spojují s jinými součástmi, přenášejí zatížení nebo vytvářejí těsnicí plochy. Všechno ostatní by mělo nést tu nejvolnější toleranci, která stále funguje.
Hluboké kapsy s malými poloměry dna vyžadují stopkové frézy s malým průměrem, které jsou křehké, pomalé a jejich provoz je drahý. Obrábění kapsy o hloubce 50 mm s poloměrem rohu 1 mm může stát pětkrát dražší než u stejné kapsy s poloměrem rohu 3 mm. Kdykoli je to možné, navrhujte vnitřní poloměry tak, aby odpovídaly standardním průměrům nástroje a omezte poměr hloubek k šířce na ne více než 4:1.
Pokaždé, když se součást uvolní a přemístí, existuje riziko nahromaděné chyby polohy. Pokud lze součást plně obrábět v jednom nebo dvou nastaveních namísto čtyř, bude to přesnější, rychlejší a levnější. Přemýšlejte o tom, jak bude součást upevněna při rozvržení prvků na více ploch.
Nestandardní tvary závitů a liché průměry otvorů vyžadují speciální nástroje, které strojníci nemusí mít na skladě. Standardizace na běžné metrické nebo unifikované velikosti závitů (M3, M4, M6 nebo #4-40, #6-32, 1/4-20) udržuje náklady na nástroje nízké a dodací lhůty krátké. Stejná logika platí pro vystružované díry – zadáním standardního průměru výstružníku jako 6H7 nebo 8H7 se vyhnete zakázkovým objednávkám nástrojů.
Surový opracovaný hliník oxiduje. Ocel rezaví. I nerezová ocel může v agresivním prostředí korodovat. Následné zpracování je místo, kde se obrobený polotovar stává součástí připravenou k výrobě, čímž se přidává odolnost proti korozi, odolnost proti opotřebení, tvrdost nebo kosmetická úprava.
Přesně obrobený díl je jen tak dobrý, jak dobré je měření, které potvrzuje, že je v rámci tolerance. Kontrola kvality v seriózní CNC přesné dílně není konečnou bránou na konci výroby – je vetkaná do každého kroku.
Průběžná kontrola využívá snímací systémy na samotném obráběcím stroji k měření kritických funkcí uprostřed cyklu a automatické kompenzaci opotřebení nástroje. To zachytí drift dříve, než vytvoří dávku dílů mimo toleranci. Inspekce mimo stroj používá CMM (souřadnicové měřicí stroje) k ověření složité 3D geometrie oproti původnímu modelu CAD, čímž se vytvoří formální kontrolní zpráva se skutečnými a jmenovitými rozměry pro každý kritický prvek.
U regulovaných dodavatelských řetězců balíček plné kvality obvykle obsahuje: zprávy o rozměrové kontrole, materiálové certifikáty, kontrolu povrchové úpravy (měření drsnosti povrchu, vizuální kontrola otřepů) a certifikát o shodě podepsaný inženýrem kvality. Některé smlouvy také vyžadují údaje o statistické kontrole procesu (SPC), které ukazují, že výrobní proces je stabilní po celou dobu provozu – nejen to, že několik vzorových dílů bylo v toleranci.

Fenglan je Výrobce přesných elektrických dílů v Číně, Výrobci automobilových přesných dílů a Dodavatelé přesných průmyslových dílů. Váš spolehlivý partner ve výrobě dílů a komponentů od roku 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Čína
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Čína  soukromí
soukromí



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






